2205 डुप्लेक्स स्टेनलेस स्टील एक डुप्लेक्स स्टेनलेस स्टील है जो 21% क्रोमियम, 2.5% मोलिब्डेनम और 4.5% निकल-नाइट्रोजन मिश्र धातु से बना है। फेराइट और ऑस्टेनाइट संरचनाओं में से प्रत्येक का योगदान लगभग 50% है। इसमें उच्च शक्ति, अच्छा प्रभाव क्रूरता और अच्छा समग्र और स्थानीय तनाव संक्षारण प्रतिरोध है। 2205 डुप्लेक्स स्टेनलेस स्टील की उपज शक्ति ऑस्टेनिटिक स्टेनलेस स्टील से दोगुनी है। यह सुविधा डिजाइनरों को उत्पादों को डिजाइन करते समय वजन कम करने में सक्षम बनाती है, जिससे यह मिश्र धातु 316 और 317L की तुलना में अधिक लागत प्रभावी हो जाती है। यह मिश्र धातु -50°F/+600°F की तापमान सीमा के लिए विशेष रूप से उपयुक्त है। इस तापमान सीमा से परे अनुप्रयोगों के लिए, इस मिश्र धातु पर भी विचार किया जा सकता है, लेकिन कुछ सीमाएं हैं, खासकर जब वेल्डेड संरचनाओं पर लागू होती हैं।

316L और 317L ऑस्टेनिटिक स्टेनलेस स्टील की तुलना में, 2205 डुप्लेक्स स्टेनलेस स्टील में पिटिंग जंग और दरार जंग के प्रतिरोध में बेहतर प्रदर्शन है। इसमें उच्च संक्षारण प्रतिरोध है। ऑस्टेनिटिक की तुलना में, इसका तापीय विस्तार गुणांक कम है और तापीय चालकता अधिक है। ऑस्टेनिटिक स्टेनलेस स्टील की तुलना में, डुप्लेक्स स्टेनलेस स्टील 2205 मिश्र धातु की संपीड़न शक्ति दोगुनी है। 316L और 317L की तुलना में, डिजाइनर इसका वजन कम कर सकता है। मिश्र धातु 2205 -50°F/+600°F की तापमान सीमा के लिए विशेष रूप से उपयुक्त है। सख्त प्रतिबंधों के तहत (विशेषकर वेल्डेड संरचनाओं के लिए), इसका उपयोग कम तापमान पर भी किया जा सकता है।

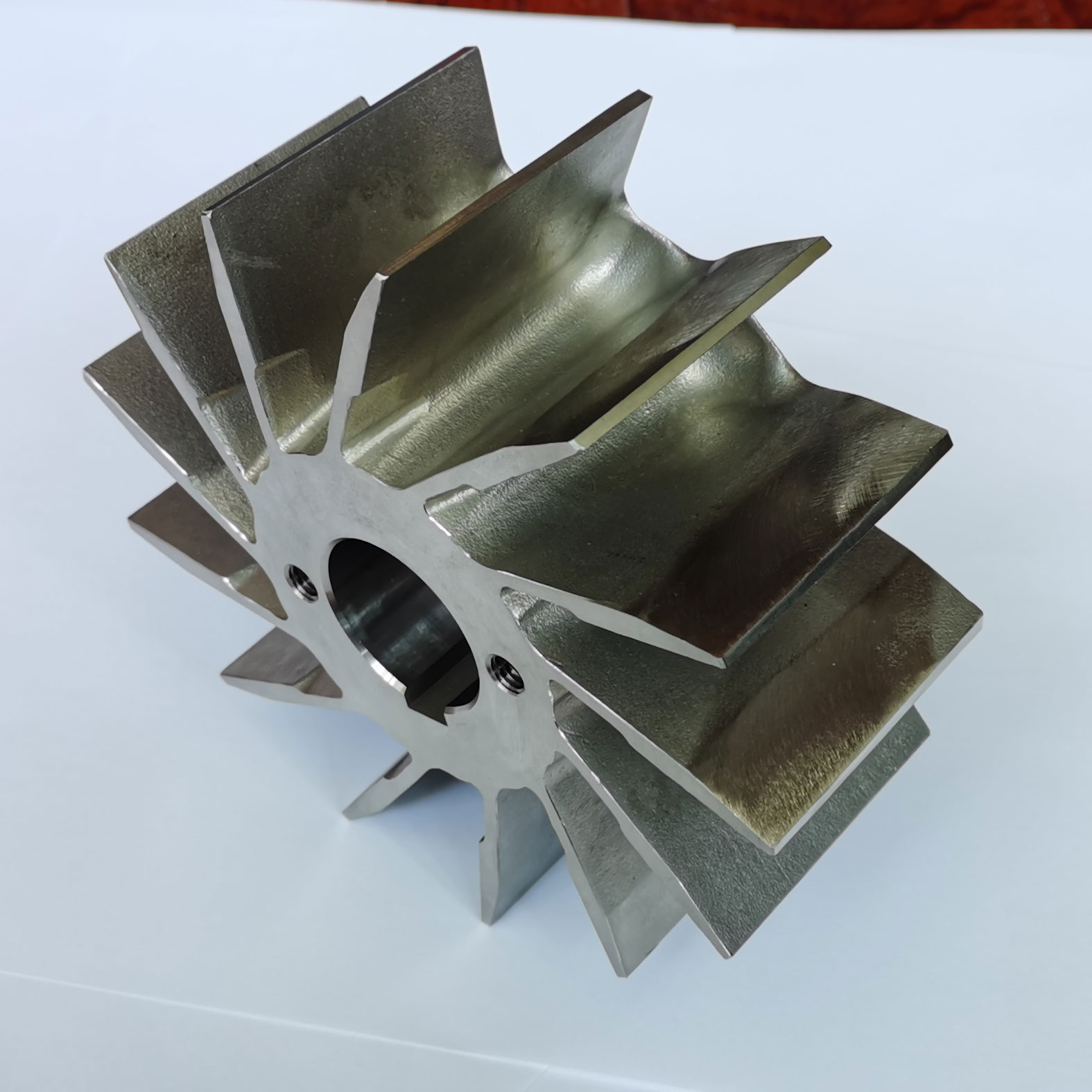
डुप्लेक्स स्टेनलेस स्टील कास्टिंगइसका मतलब है डुप्लेक्स स्टेनलेस स्टील से बनी कास्टिंग। डुप्लेक्स स्टेनलेस स्टील (डीएसएस) स्टेनलेस स्टील को संदर्भित करता है जिसमें फेराइट और ऑस्टेनाइट प्रत्येक का लगभग 50% हिस्सा होता है। आम तौर पर, कम चरणों की सामग्री कम से कम 30% होनी चाहिए। कम सी सामग्री के मामले में, सीआर सामग्री 18% से 28% है, और नी सामग्री 3% से 10% है। कुछ डुप्लेक्स स्टेनलेस स्टील्स में Mo, Cu, Nb, Ti और N जैसे मिश्रधातु तत्व भी होते हैं।
डीएसएस में ऑस्टेनिटिक और फेरिटिक स्टेनलेस स्टील की विशेषताएं हैं। फेराइट की तुलना में, इसमें उच्च प्लास्टिसिटी और लचीलापन है, कमरे के तापमान पर कोई भंगुरता नहीं है, और इंटरग्रेन्युलर संक्षारण प्रतिरोध और वेल्डिंग प्रदर्शन में काफी सुधार हुआ है, जबकि अभी भी फेराइट स्टेनलेस स्टील के रूप में भंगुरता, उच्च तापीय चालकता और सुपरप्लास्टिकिटी बरकरार है। ऑस्टेनिटिक स्टेनलेस स्टील की तुलना में, डीएसएस में उच्च शक्ति है और इंटरग्रेनुलर जंग और क्लोराइड तनाव जंग के प्रतिरोध में काफी सुधार हुआ है। डुप्लेक्स स्टेनलेस स्टील में उत्कृष्ट पिटिंग संक्षारण प्रतिरोध होता है और यह निकल-बचत स्टेनलेस स्टील भी है।
कास्टिंग उत्पादन में, अधिकांश स्टेनलेस स्टील कास्टिंग किसके द्वारा पूरी की जाती है?धातु - स्वरूपण तकनीक. निवेश कास्टिंग द्वारा उत्पादित स्टेनलेस स्टील कास्टिंग की सतह चिकनी होती है और आयामी सटीकता को नियंत्रित करना आसान होता है। बेशक, की लागतनिवेश कास्टिंग स्टेनलेस स्टील भागोंअन्य प्रक्रियाओं और सामग्रियों की तुलना में अपेक्षाकृत अधिक है।
▶ की क्षमताएंनिवेश कास्टिंग फाउंड्री
• अधिकतम आकार: 1,000 मिमी × 800 मिमी × 500 मिमी
• वजन सीमा: 0.5 किग्रा - 100 किग्रा
• वार्षिक क्षमता: 2,000 टन
• शैल निर्माण के लिए बॉन्ड सामग्री: सिलिका सोल, वॉटर ग्लास और उनके मिश्रण।
• सहनशीलता: अनुरोध पर।
▶ निवेश कास्टिंग की मुख्य उत्पादन प्रक्रिया
• एक मोम पैटर्न या प्रतिकृति बनाएं
• मोम पैटर्न छिड़कें
• मोम पैटर्न का निवेश करें
• एक सांचा बनाने के लिए मोम के पैटर्न को जलाकर (भट्ठी के अंदर या गर्म पानी में) हटा दें।
• बलपूर्वक पिघली हुई धातु को सांचे में डालें
• शीतलन और जमना
• कास्टिंग से स्प्रू हटा दें
• तैयार निवेश कास्टिंग को समाप्त और पॉलिश करें