
In धातु - स्वरूपण तकनीक,एक आकृति या प्रतिकृति बनाई जाती है (आमतौर पर मोम से) और उसे एक धातु सिलेंडर के अंदर रखा जाता है जिसे फ्लास्क कहा जाता है। गीले प्लास्टर को मोम के आकार के चारों ओर सिलेंडर में डाला जाता है। प्लास्टर के सख्त हो जाने के बाद, मोम पैटर्न और प्लास्टर वाले सिलेंडर को भट्ठी में रखा जाता है और तब तक गर्म किया जाता है जब तक कि मोम पूरी तरह से वाष्पीकृत न हो जाए। मोम के पूरी तरह से जल जाने (डी-वैक्सिंग) के बाद, फ्लास्क को ओवन से हटा दिया जाता है, और पिघली हुई धातु (आमतौर पर मिश्र धातु इस्पात, स्टेनलेस स्टील, पीतल...आदि) को मोम द्वारा छोड़ी गई गुहा में डाला जाता है। जब धातु ठंडी और जम जाती है, तो प्लास्टर उखड़ जाता है और धातु की ढलाई सामने आ जाती है।
धातु में जटिल ज्यामिति के साथ मूर्तिकला वस्तुएं या इंजीनियरिंग आकृतियाँ बनाने के लिए कास्टिंग बहुत उपयोगी है।ढलाई के हिस्से इनका लुक अनोखा होता है, जो मशीनी हिस्सों से बिल्कुल अलग होते हैं। कुछ आकृतियाँ जिन्हें मशीन से बनाना कठिन होगा, उन्हें आसानी से ढाला जा सकता है। अधिकांश आकृतियों के लिए सामग्री की बर्बादी भी कम होती है, क्योंकि मशीनिंग के विपरीत, कास्टिंग एक घटिया प्रक्रिया नहीं है। हालाँकि, कास्टिंग के माध्यम से प्राप्त होने वाली सटीकता मशीनिंग जितनी अच्छी नहीं है।
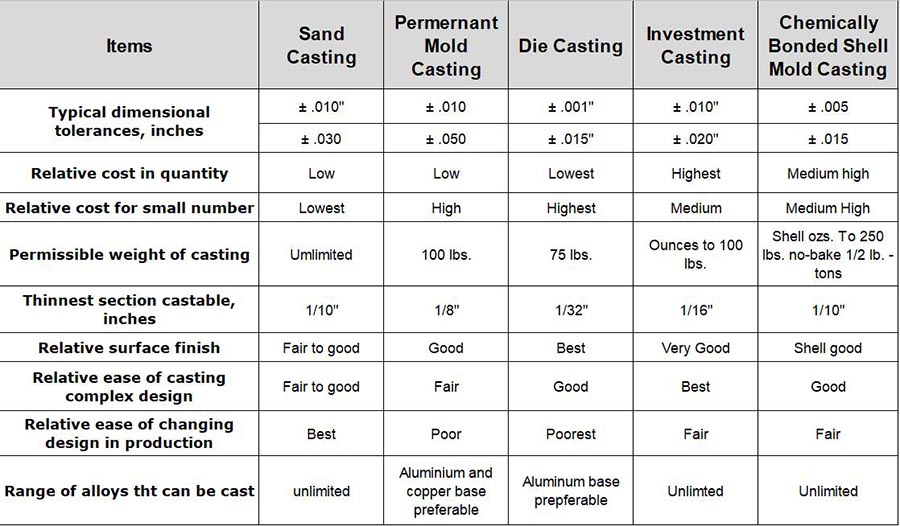
आपको निवेश कास्टिंग कब चुननी चाहिए और आपको रेत कास्टिंग कब चुननी चाहिए?
निवेश कास्टिंग का एक बड़ा फायदा यह है कि यह पैटर्न में अंडरकट्स की अनुमति दे सकता है, जबकि रेत कास्टिंग नहीं करता है। मेंसैंड कास्टिंग, पैटर्न को पैक करने के बाद रेत से बाहर निकालना पड़ता है, जबकि निवेश कास्टिंग में पैटर्न को गर्मी से वाष्पीकृत किया जाता है। खोखली कास्टिंग और पतले खंडों को भी निवेश कास्टिंग के साथ अधिक आसानी से बनाया जा सकता है, और एक बेहतर सतह फिनिश आमतौर पर हासिल की जाती है। दूसरी ओर, निवेश कास्टिंग बहुत अधिक सामयिक और महंगी प्रक्रिया है, और इसकी सफलता दर रेत कास्टिंग की तुलना में कम हो सकती है क्योंकि इस प्रक्रिया में अधिक चरण होते हैं और चीजों के गलत होने के अधिक अवसर होते हैं।
पोस्ट करने का समय: दिसंबर-18-2020